Compared with the tinplate 3-piece cans, the main difference lies in the stretching process of the can body of the tinplate 2-piece cans.
The can body of the tinplate 3-piece can is formed by rolling and welding a rectangular tinplate plate. While the 2-piece can requires a circular tinplate disk that is stretched through several processes. The tinplate disk is deformed by compression and reshaped into a new form.
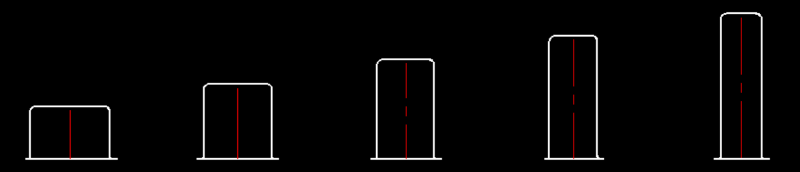
As shown in the following figure, from left to right, it is the gradual formation process of the can body of a 2-piece can.
Stretching is a relatively technical process with the following characteristics:
1. The raw material of the tinplate has high requirements. The mechanical properties of the tinplate should be good, it should be highly malleable, and there should be no impurities inside. Otherwise, during the stretching process, the tinplate may break or the body of the can may have pores causing gas leakage.
2. The material of the mold requires high standards. It needs to use tungsten steel and be cooled with water.
3. There is a limit to the stretching coefficient, so a taller can requires multiple stretches to be formed. Otherwise, the raw material will break.
4. The stretching speed should be appropriate, otherwise the raw material will also break. Taking a 450g camping gas cartridge as an example, it can only produce a maximum of 15 cans per minute. This is also an important reason why a 2-piece can is more expensive than a tinplate 3-piece can.
As shown in the picture below, this is the molding process of the body of 450g camping gas cartridge.

Bluefire company has been deeply engaged in the production of tinplate 2-piece cans for twenty years and has extensive technical expertise in the stretching process. We can provide customized 2-piece can products for our clients.


+86-18238070562

+86-579-85791578


No.28, Tongyi Road, Yiting town, Yiwu 322000 - Zhejiang Province, P.R.C.
Copyright © Bluefire Industries Limited All Rights Reserved. Two-Piece Aerosol Can
 英语
英语 阿拉伯语
阿拉伯语 西班牙语
西班牙语










